- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






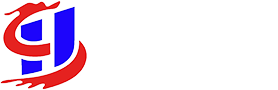
Low Liquor Ratio Dyeing Machine
Hongshun's Low liquor ratio dyeing machines are engineered with sustainability at their core, offering textile factories a more eco-friendly approach to dyeing without sacrificing quality or efficiency. As a leading manufacturer, Hongshun's factory employs cutting-edge techniques and materials to produce machines that significantly reduce water usage and energy consumption, aligning with global efforts towards greener manufacturing practices.
Send Inquiry
Product Description
When selecting a low liquor ratio dyeing machine manufacturer, Hongshun stands out for its innovative designs and commitment to providing solutions that not only benefit the environment but also enhance operational profitability, making them a strategic choice for forward-thinking textile enterprises.
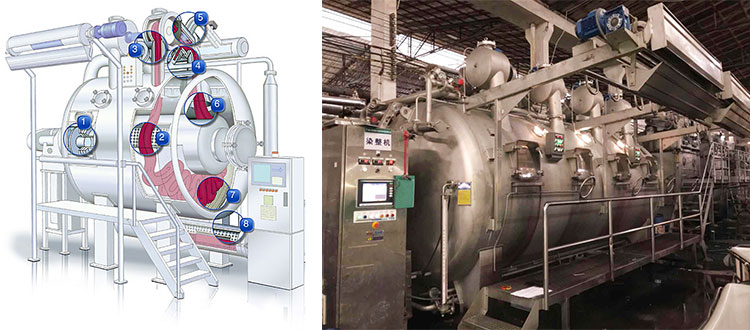
Our dyeing machine factory is located in China and has a 10-year professional background focusing on the production and innovation of dyeing equipment. We use advanced manufacturing processes to ensure that each dyeing machine has excellent performance and reliability. Whether it is large-scale production or small batch customization, we can provide satisfactory products and services to help customers achieve their production goals.
Every client receives personalized attention and custom solutions tailored to their specific dyeing needs, ensuring satisfaction and efficiency. Whether you need a specialized low liquor ratio dyeing machine or a modification to an existing model, our team will work closely with you to create a solution that perfectly fits your requirements, backed by our China low liquor ratio dyeing machine manufacturers.
Parameter (Specification)
|
Capacity |
customized |
|
Liquid ratio |
1:2-4 |
|
Working speed |
380m/min |
|
Operating temperature |
140℃ |
|
Working pressure |
0.38MPa |
|
Heating rate
|
20℃ -100℃, average 5℃/min, 100℃ -130℃, average 2.5℃/min |
|
(under saturated steam pressure of 0.7Mpa) |
|
|
Cooling rate
|
130℃ -100℃, average 3℃/min, 100℃ -85℃, average 2℃/min |
|
(under cooling water pressure 0.3MPa) |
Feature And Application
Advanced monitoring systems within the fabric dyeing machine provide real-time data that can be used to optimize the dyeing process. Sensors track critical parameters such as temperature, humidity, and dye concentration, sending alerts if any deviations occur. This real-time data can be logged and analyzed to identify trends and areas for improvement. The ability to collect and analyze such data over time leads to better process control and higher efficiency in the dyeing operation.
Specification
|
Model |
Capacity |
Chambers |
Tubes |
Liquor |
Dimensions Unit(mm) |
||
|
HSHT-AF |
KG |
QTY |
QTY |
Ratio |
L |
W |
H |
|
AF-250 |
200-250 |
1 |
1 |
1:2-4 |
5160 |
4280 |
3750 |
|
AF-500 |
400-500 |
1 |
2 |
1:2-4 |
6340 |
4280 |
3750 |
|
AF-750 |
600-750 |
1 |
3 |
1:2-4 |
8400 |
4280 |
4200 |
|
AF-1000 |
800-1000 |
1 |
4 |
1:2-4 |
9900 |
4300 |
4200 |
Details
Real-Time Data Collection: Sensors track critical parameters such as temperature, humidity, and dye concentration in real-time.
Alerts and Analysis: The system sends alerts for any deviations and logs data for analysis to identify trends and improvements.
Factories and Processing Equipment Equipment

Qualification Certificate

Hot Tags: low liquor ratio dyeing machine, eco dyeing equipment, water-saving textile machine, china manufacturer
Related Category
Send Inquiry
Please feel free to give your inquiry in the form below. We will reply you in 24 hours.








